
最新资讯

正航仪器整理高速工具钢锻件 技术条件
2015-07-31 来源:正航仪器 作者: 阅读:次
正航仪器整理高速工具钢锻件 技术条件
1 范围
本标准规定了高速工具钢锻件技术要求、检验方法、检查规则、标志及质量证明文件。
本标准适用于经镦拔或反复镦拔的高速工具钢刀具锻件。对本标准规定以外的新型高速工具钢刀具锻件也可参照使用。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 224 钢的脱碳层深度测定法
GB/T 1814 钢材断口检验法
GB/T 9943 高速工具钢
JB/T 4009 接触式超声纵波直射探伤方法
3 技术要求
3.1 锻件的形状和尺寸应符合锻件图样及工艺文件的要求。
3.2 锻件表面存在的局部凹坑、折叠、发裂、裂纹等缺陷,其深度不得超过单边加工余量实际值的1/2。
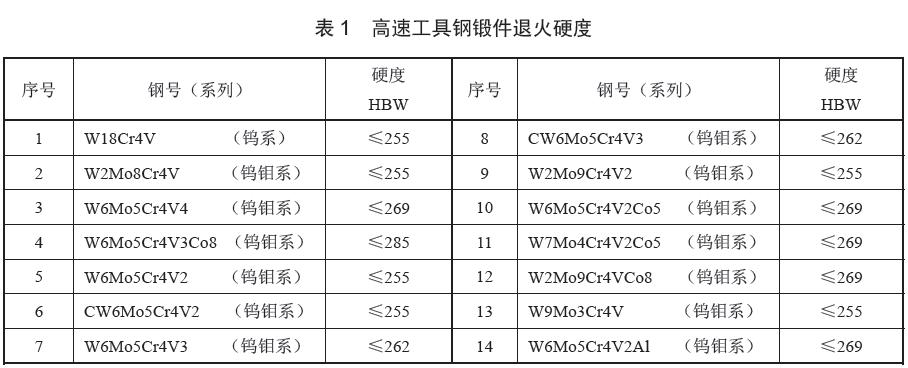
3.3 锻件应经退火处理,退火后硬度应符合表 1 的规定,与GB/T 9943 的规定一致。
3.4 锻件退火后脱碳层深度不得超过单边加工余量实际值的1/2。表面缺陷和脱碳层叠加后的总深度不得超过单边加工余量实际值的2/3。
3.5 锻件断口必须均匀细密,不得有裂纹和萘状断口缺陷。
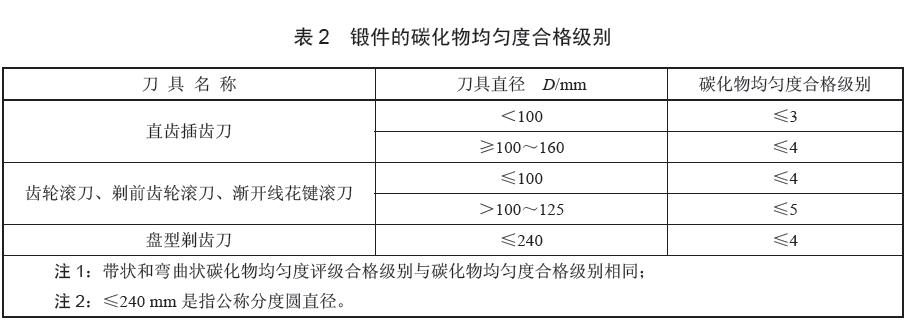
3.6 锻件的碳化物均匀度合格级别应符合表 2 的规定。
4 检验方法
4.1 一般规定
4.1.1 锻件的形状与尺寸用样板、游标卡尺或钢直尺配合卡钳等测量工具检查。
4.1.2 锻件的表面质量用目测检查。
4.1.3 硬度检验应符合 GB/T 230.1 或GB/T 231.1 的规定。
4.1.4 脱碳层检验应符合 GB/T 224 的规定。
4.1.5 断口检验应符合 GB/T 1814 的规定。
4.1.6 锻件内部裂纹等缺陷的超声检测应符合 JB/T 4009 的规定。
4.2 碳化物均匀度检验
4.2.1 试样的切取
根据锻件形状,按如下规定切取试样:
a)圆柱形锻件:在锻件高度H 方向的中间切取厚度大于10 mm 一片,然后沿直径方向切取试样两块,试样边长A 应大于或等于检查部位尺寸K(见图1);
b)圆盘形锻件:沿锻件直径方向切取试样两块,试样边长A 应大于或等于检查部位尺寸K(见图2
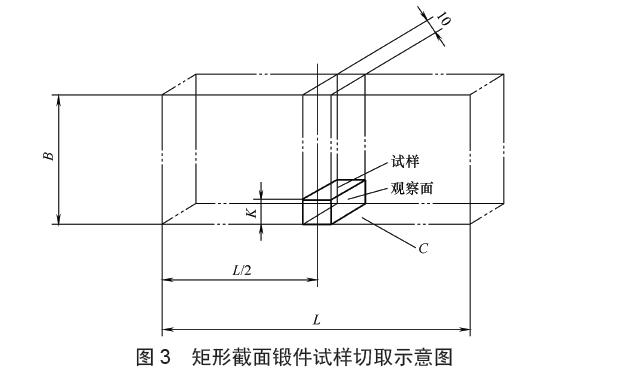
c)矩形截面锻件:在锻件长度L 的中间切取厚度大于10 mm 一片,然后沿纵向切取试样一块,试样高度等于检查部位尺寸K(见图3)。
检查部位尺寸 K 按刀具的刃口部分尺寸加5 mm 计算。对矩形截面锻件,当尺寸K 的计算值大于矩形长边B 的1/2 时,K 值取B 的1/2。
齿轮滚刀、剃前齿轮滚刀、直齿插齿刀、盘形剃齿刀、渐开线花键滚刀的检查部位尺寸 K 按表3的规定。

下一篇:
正航整理熔融指数仪测定的主要特征

 粤公网安备 44190002002768号
粤公网安备 44190002002768号